|
| Главная »Статьи » |
|
Здесь будет рассказано о модернизация трансмисии станка с ЧПУ. Цель модернизации – увеличение скорости.
Модернизация заключается в:
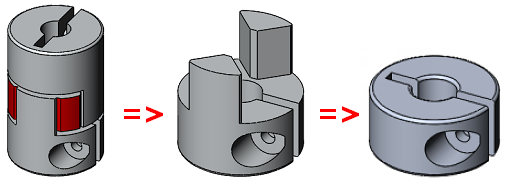
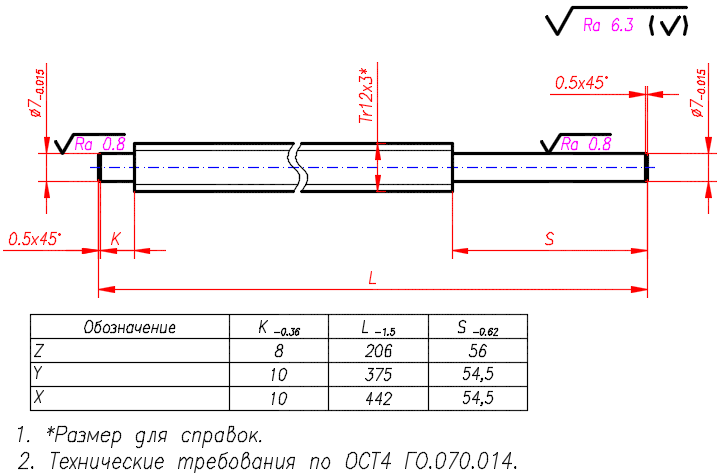
1. Замена строительных шпилек на трапецеидальные винты Tr12x3Концы винтов обработаны под диам. 7 мм; диам. валов двигателей – 6,35 мм. Спиральные муфты заменены на виброгасящие внешним диам. 20, длиной 30 мм. По разным данным они выдерживают момент от 3 до 6 Н*м, что вполне достаточно для использованных двигателей с моментом удержания 1 Н*м. Требуется три таких муфты. На станке винты стоят в распор. Для фиксации их от продольных перемещений используются зажимы из доработанных деталей двух муфт внутренним диам. 7х7 мм:
Эскизы винтов:
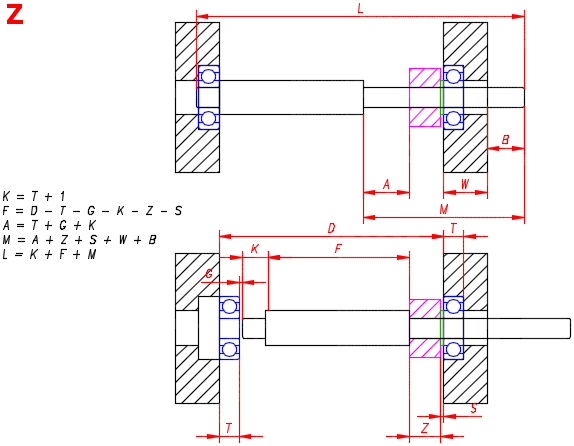
Расчет длины винта Z:
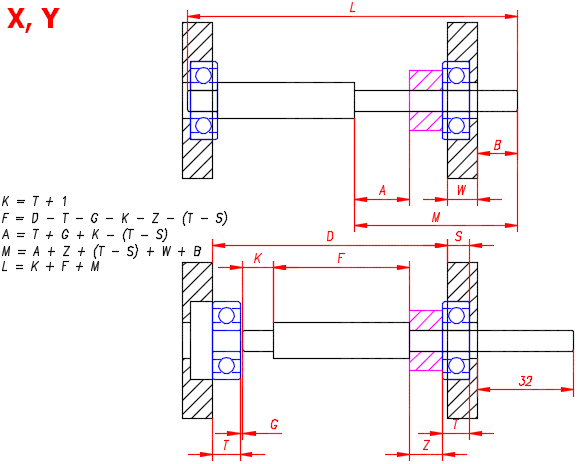
Чтобы зажим не касался обойм подшипника со стороны установки муфты, используется шайба толщиной S мм, диам. 7х12. Расчет длинн винтов X, Y:
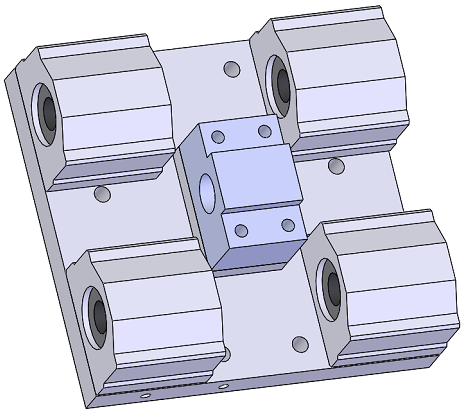
В качестве ходовых гаек используются гайки из графитонаполненного капролона размерами 25х25х40 от DARXTON:
В гайках по всем осям выполнены крепежнае отверстия диам. 2,8 мм, паз 2х31 мм и отверстия для стягивания половин гаек при выборе люфтов. Половины стягиваются винтом М3х30 DIN 912. Использование винтов с внутренним шестигранником позволяет применить ключи с шаром на конце, что повышает удобство в труднодоступных местах. Для гайки по оси Z дополнительно снята часть материала, чтобы исключить сопрокосновение с крепежными элементами оси Y:
Метки отверстий на размерах 15х30 выполнены на самом станке до модернизации. Все 3 гайки были накручены на винт и установлены на стол станка на двусторонний скотч. Осевое базирование производилось за обработанные концы винта. Положение отверстий вдоль оси не критично, поэтому в этом направлении за базу принимался край гайки. Эскиз с пояснением доработки см. в приложении внизу страницы. Гайки на каретки крепятся шурупапи диам. 3,5 мм через наборные дистанционные прокладки:
2. Перенастройка драйверов двигателейНа плате драйверов ST6560-T3 изменена настройки тока (Current setting) с 75% на 100%:
На плате стоят токозадающие резисторы по 0,16 Ом => пиковый ток = 0,5 / 0,16 = 3,125 А. Значения при различных настройках тока:
Используются двигатели с током фазы 2,5А: при предельном токе драйвера 2,22 А получается недостаток тока => максимальный по паспорту момент не достигается, что косвенно подтверждается температурой моторов после прогрева — примерно 50 град. C. Оптимально здесь использовать драйверы на м/сх TB6600, что также позволило бы поднять напряжение питания до 36 В. Деление шага (Subdivision regulation) осталось прежним — 1/2:
Настройка спада тока (Current decay adjustment) осталась прежней — "Slow decay":
Попытка изменения значения на "25%" приводит к нежелательному случайному уходу координат, что становится заметным примерно через 0,5 часа при чистовой обработке. 3. Перенастройка Mach3Настройки по всем осям одинаковые, ниже показано для оси X:
Через 70-100 ч наработки планируется поднять скорость перемещений до 1500 мм/мин. 4. Обкатка и смазка станкаПосле сборки проводилась обкатка станка:
Консистентная смазка: MC 1510 BLUE EP 2/3, "ВМПАВТО", класс консистенции NLGI 2/3. Масло: трансмиссионное полусинсетические ТМ-4 75W-90, "ЛУКОЙЛ", API GL-4. К статье прилагаются файлы:
Внимание! Запрещается воспроизведение
данной статьи или ее части без согласования с автором. Если вы желаете разместить
эту статью на своем сайте или издать в печатном виде, свяжитесь с автором. |